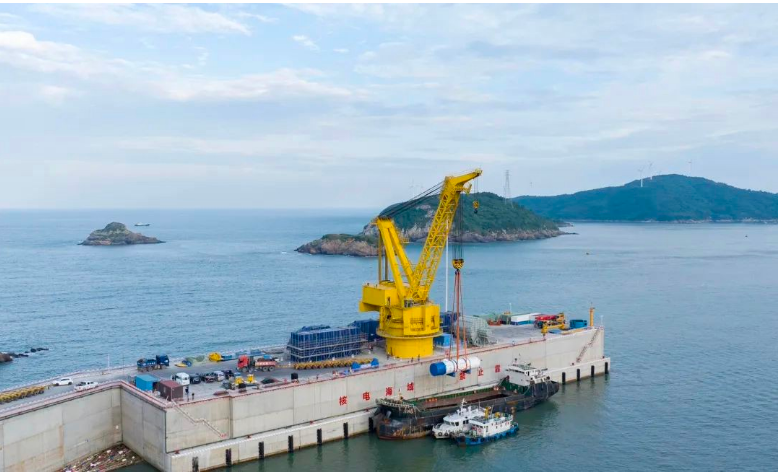
9月26日,由東方電氣股份有限公司與東方電氣(廣州)重型機器有限公司聯合體承制的三澳核電項目2號機組穩壓器運抵三澳核電項目重件碼頭。
穩壓器結構呈立式圓筒狀,上、下部均為球型封頭,高約14米,直徑約為2.7米,內部容積約67立方米,凈重約128噸,作為反應堆冷卻劑系統(RCP)系統的3個環路的共用設備,通過波動管連接在3環路的主管道熱段上。穩壓器是反應堆冷卻劑系統的重要組成部分。作為穩壓設備,當一回路壓力波動時,穩壓器能夠對其進行調節,使回路壓力維持在允許的限制范圍內,也可用于補償機組功率波動時造成的水位變化。同時,穩壓器作為一回路的承壓邊界,確保反應堆冷卻劑壓力邊界的完整性。

在穩壓器的制造過程中,下封頭電加熱器套管孔機械加工,電加熱器套管、電加熱器原件、集水罩、防熱沖擊套管裝焊等關鍵工序極大程度上考驗廠家的技術本領。與此同時,設備的制造質量管控就顯得尤為重要。
三澳核電項目設備采購供貨保障團隊和廠家相關人員及時召開穩壓器電加熱套管與下封頭焊接的質量分析專題會,從人、機、料、法、環深入分析優化電加熱套管與封頭焊縫焊接工藝,識別風險點、制定有效措施并認真仔細落實,以把控電加熱套管與封頭焊縫焊接過程質量。
在團隊通力協作下,2號機組穩壓器在電加熱套管與下封頭焊接工序中進展順利,其108件電加熱套管執行通棒檢查100%合格、焊縫PT探傷均一次合格。